Nossos serviços
Cabeçote
Bloco
Biela
Virabrequim
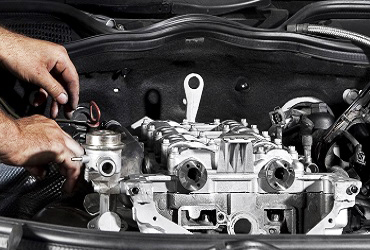
Usinagem: onde tudo começa
Usinagem é um método, um processo mecânico onde a peça é a materia prima de um trabalho de remoção de material, feito com maquina de alta precisão.
O processo de usinagem é feito com máquinas (Retificadora e Brunidora de Cilindro/Retificadora de Virabrequim/Retificadora de Sede de Valvula/Mandrilhadora de Mancais/Torno/Retificadora e Brunidora de Biela/Plaina de Superficie) que permitem a precisão adequada, com o auxilio de Instrumentos de medição para alcançar as medidas recomendadas pelos fabricantes.
As peças vitais do motor passam pelo processo de usinagem para que seja efetuada a ajustagem e montagem do motor: Cabeçote, Bloco, Biela e Virabrequim.
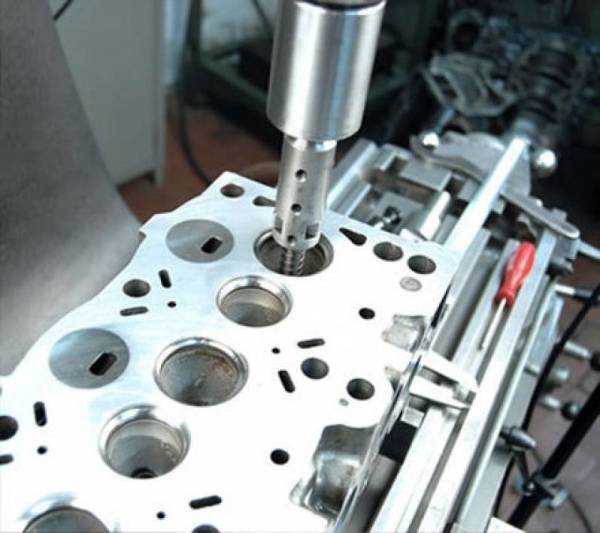
Cabeçote

- Descabornização completa
- Limpeza de galerias
- Substituição de selos
- Substituição de guias de válvulas
- Substituição de retentores de válvulas
- Plaina de superfície
- Retifica de sedes e válvulas
- Teste de trinca
- Montagem
- Teste de vácuo

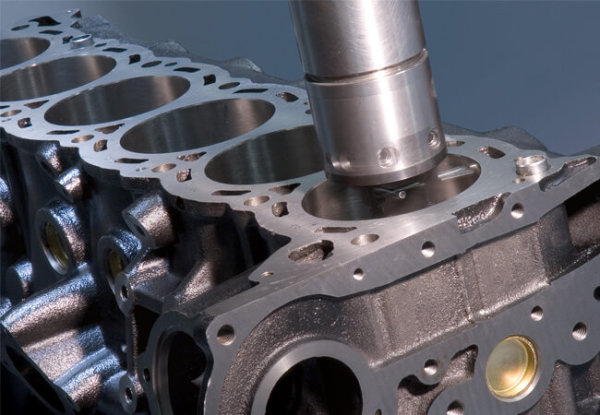
Bloco
- Descabornização completa
- Limpeza de galerias
- Substituição de selos
- Retifica de cilindros
- Teste de trinca
- Mandrilhamento de mancais

Biela
- Descabornização completa
- Substituição de buchas
- Retifica do centro
- Alinhamento

Virabrequim
- Descabornização completa
- Limpeza de galerias
- Substituição de selos
- Retifica dos colos de bielas e mancais
- Teste de trinca
- Polimento completo



Mais detalhes sobre nossos serviços
- Desmontagem e Limpeza: Nesta tarefa as peças são identificadas, medidas, desmontadas e limpas.
- Teste de Estanqueidade: Aqui os cabeçotes são submetidos a pressão de água e calor para identificar trincas.
- Solda: Os cabeçotes são soldados corrigindo trincas, corrosões ou recuperado a altura da base.
- Faceamento: Neste setor a base do cabeçote é usinada retirando as imperfeições da superfície. Também são corrigidas as furações que foram soldadas.
- Troca ou embuchamento de guias de válvulas: nesta etapa as guias de válvula são checadas e substituídas por novas ou embuchadas recuperando as dimensões, evitando a queima de óleo.
- Troca de sedes de válvulas: Neste setor as sedes são retiradas e novas sedes são assentadas após a usinagem do acento da sede.
- Alinhamento de Mancais: Neste setor os mancais são mandrilhados padronizando suas medidas.
- Embuchamento de rosca: Roscas danificadas são recuperadas através da colocação de “helicoil” ou buchas ou ainda por processo de solda.
- Usinagem de válvulas: As válvulas são retificadas permitindo a correta vedação de válvulas em conjunto com as sedes de válvulas.
- Usinagem de sedes de válvulas: As sedes de válvulas são usinadas para em conjunto com as válvulas retificadas promoverem a correta vedação do cabeçote. A vedação é checada através de vácuo na própria máquina.
- Limpeza final e montagem: As peças são lavadas retirando os resíduos de usinagem e o cabeçote é montado e regulado de acordo com as especificações do fabricante.